
Our readers keep the lights on and the charging cables organized. As an Amazon Associate, I earn from qualifying purchases.
Whether you are patching a rusted tractor fender or laying down a structural bead on steel framing, the rod in your stinger determines everything — penetration depth, slag cleanup time, and whether that weld holds under load. One wrong coating type and you are fighting arc outages or spending twice as long grinding off slag.
I’m Mo Maruf — the founder and writer behind The Tools Trunk. I’ve spent years cross-referencing flux compositions, tensile strengths, and real-world user feedback on stick electrodes across dozens of brands to isolate which rods actually deliver consistent performance job after job.
After sorting through five contenders by coating chemistry and amperage compatibility, this guide cuts through the marketing to reveal which electrode earns the title all purpose welding rod for shop and field use alike.
How To Choose The Best All Purpose Welding Rod
Every stick electrode is a compromise between penetration depth, slag behavior, and tolerance for contaminated steel. Understanding the three specs that define an all purpose rod — coating type, tensile strength classification, and diameter — keeps you from buying five different boxes for five different tasks.
Coating Chemistry: Cellulosic vs. Rutile
E6011 rods use a high-cellulose potassium coating that produces a digging, forceful arc capable of burning through rust, paint, and mill scale. This makes them the go-to for repair work where you cannot grind every surface clean. E6013 rods, by contrast, carry a titanium-rutile flux that yields a softer arc with less spatter and a smoother bead appearance — better for thin sheet metal, cap passes, and cosmetic welds on clean material. Your choice depends on whether you prioritize forgiveness on dirty steel or a polished final bead.
Tensile Strength and Positional Rating
The “60” in E6011 or E6013 indicates 60,000 psi tensile strength — adequate for most mild steel fabrication and repair. The last digit tells you the positional capability: “1” means all-position (flat, horizontal, vertical, overhead), while “2” limits use to flat and horizontal. For an all purpose rod, you want that “1” to handle out-of-position work without the puddle running out on you.
Diameter and Amperage Match
1/8-inch rods (3.2 mm) are the standard all purpose diameter, running comfortably between 70 and 120 amps depending on material thickness. Thinner 3/32-inch rods suit small inverters and light-gauge work. The rod’s recommended amperage range must overlap with your machine’s output — a 120-amp inverter will struggle to drive a 1/8-inch rod at its upper end, while a 200-amp machine breezes through it.
Quick Comparison
On smaller screens, swipe sideways to see the full table.
| Model | Category | Best For | Key Spec | Amazon |
|---|---|---|---|---|
| YesRight E6011 1/8″ 5LB | Cellulosic | Dirty steel & farm repair | E6011 high-cellulose flux | Amazon |
| Sunstac E6013 1/8″ 5LB | Rutile | Thin plate & beginner welding | Titanium oxide coating | Amazon |
| YesRight J422 1/8″ 4.5LB | Multi-purpose | Forgiving arc on AC machines | J422 (similar to E6013) | Amazon |
| JustHot E6013 1/8″ 5LB | Rutile | Cosmetic cap passes & low spatter | Titania-calcium coating | Amazon |
| TOOLIOM E6013 1/8″ 10LB | Rutile | High-volume shop welding | 10-lb bulk pack | Amazon |
In‑Depth Reviews
1. YesRight E6011 1/8″ 5LB
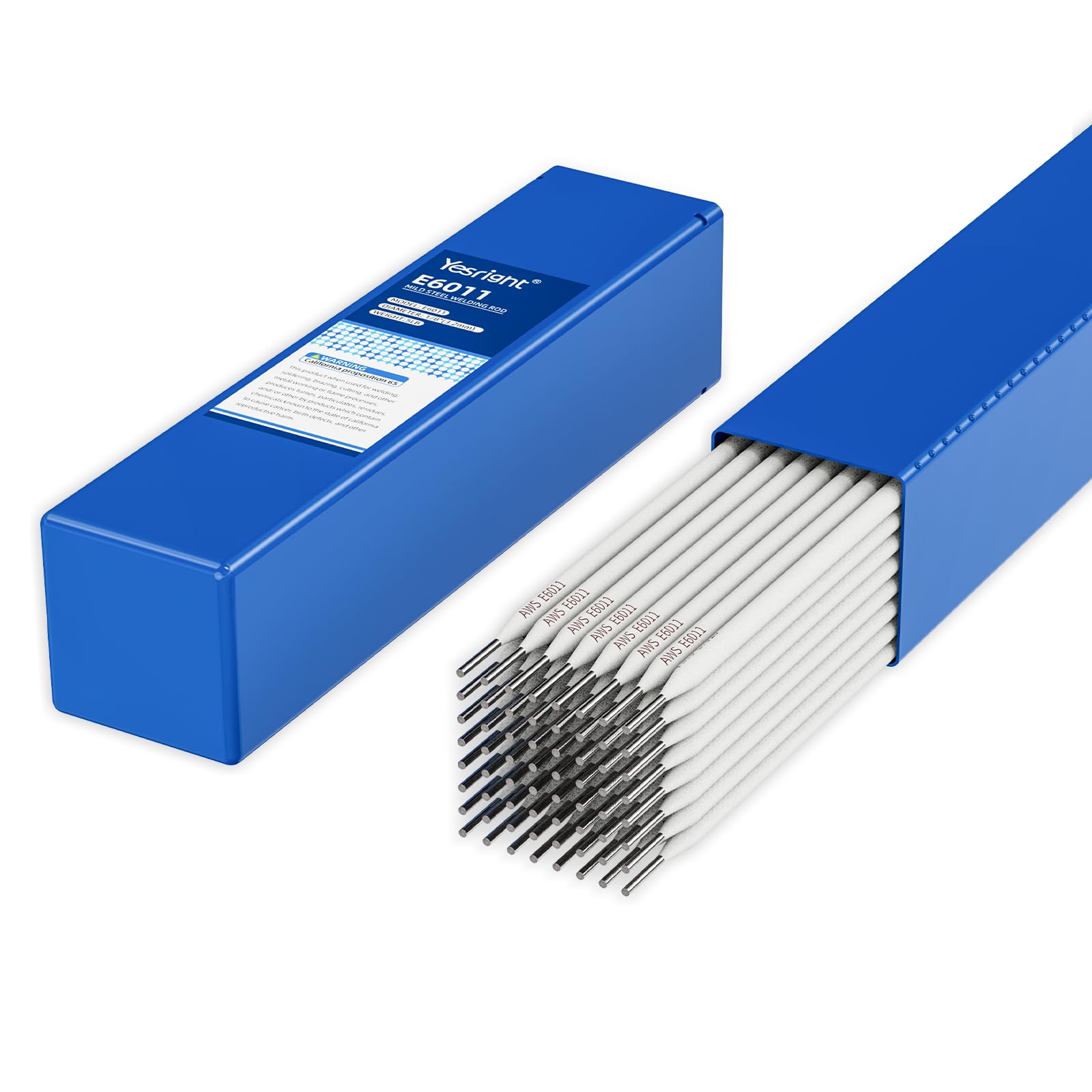
The YesRight E6011 delivers exactly what you expect from a cellulosic electrode — a forceful, digging arc that punches through rust, mill scale, and light oil without obsessive surface prep. At 1/8-inch diameter and 14-inch length, each rod carries enough coating to sustain long runs, and the high-cellulose potassium flux generates deep penetration ideal for structural repairs on farm equipment, trailers, and steel frames.
Users consistently report stable arc starts even at lower amperage settings, which matters if your machine is a small 110V inverter. The slag self-releases cleanly, and the fast-freeze characteristic makes vertical-up and overhead welds manageable without the puddle sagging out. At five pounds per tube, you get roughly 56 sticks — enough for a weekend of heavy repair without running out.
The trade-off is bead appearance: E6011 leaves a rougher profile compared to rutile rods, and the spatter is slightly higher. If you need a cosmetic finish on clean metal, this is not the rod for that pass. But for dirty, rusty, unknown-steel repairs where penetration depth is the only metric that matters, this electrode is the clear winner.
What works
- Deep penetration through rust and paint without grinding
- Fast-freeze slag works well overhead and vertical-up
- Stable arc on lower-amperage machines
What doesn’t
- Bead appearance is rougher than E6013
- Higher spatter compared to rutile rods
2. TOOLIOM E6013 1/8″ 10LB

The TOOLIOM E6013 is a ten-pound bulk pack that brings the per-stick cost down significantly while maintaining a consistent rutile flux coating. At 1/8-inch diameter and 14-inch length, each rod runs smoothly between 70 and 120 amps, producing a soft, stable arc with minimal smoke and very little spatter. The titanium-rutile flux is formulated for medium to shallow penetration — perfect for poorly fitted joints, thin sheet metal, and cover passes where surface finish matters.
Customer feedback highlights the arc re-strike capability: tap the hot end on the workpiece and the arc re-establishes without fuss, a feature that saves time during tack welding. The vertical-down welds are almost self-cleaning, with the slag peeling off in long ribbons. For high-volume shop work, the ten-pound tube means fewer reorders and consistent flux quality from the first rod to the last.
The plastic tube packaging is the weak point — several users report damaged rod ends from shipping handling, with the tube cracking at one end. A sturdier container would prevent the coating from chipping during transit. If you can accept a few damaged ends per tube, the core welding performance more than justifies the buy.
What works
- Excellent arc re-strike for tack welding
- Very low spatter and smooth bead appearance
- Ten-pound bulk pack reduces per-rod cost
What doesn’t
- Plastic tube can crack in shipping, damaging rod ends
- Shallow penetration limits use on thick or dirty steel
3. JustHot E6013 1/8″ 5LB

The JustHot E6013 uses a titania-calcium coating that delivers a noticeably cleaner arc than standard rutile rods. At 1/8-inch diameter, it runs on both AC and DC power sources without hiccup, and the flux formulation produces a fluid puddle that wets out evenly for smooth, aesthetic weld beads. This is the rod you reach for when the final pass needs to look professional — fillet welds on brackets, cap passes on tubing, or any joint where appearance is part of the spec.
Users with small 110V portable welders report easy arc starts and predictable puddle control, even on thinner materials. The slag removal is effortless, often lifting off in one piece without chipping. The re-strike capability is excellent: after a tack, tapping the rod end against the plate re-establishes the arc without the coating fouling the contact.
The premium nature shows in the price-per-pound, which is higher than budget options. For heavy structural work or dirty steel repairs, the soft arc of E6013 lacks the penetration depth of a cellulosic rod. This is a specialty rod for finish work and thin-gauge fabrication, not a single-rod-for-everything solution.
What works
- Clean, fluid puddle for professional bead appearance
- Excellent AC/DC compatibility on portable welders
- Effortless slag removal in long strips
What doesn’t
- Higher cost per pound versus commodity rods
- Soft arc lacks penetration on thick or rusty steel
4. Sunstac E6013 1/8″ 5LB
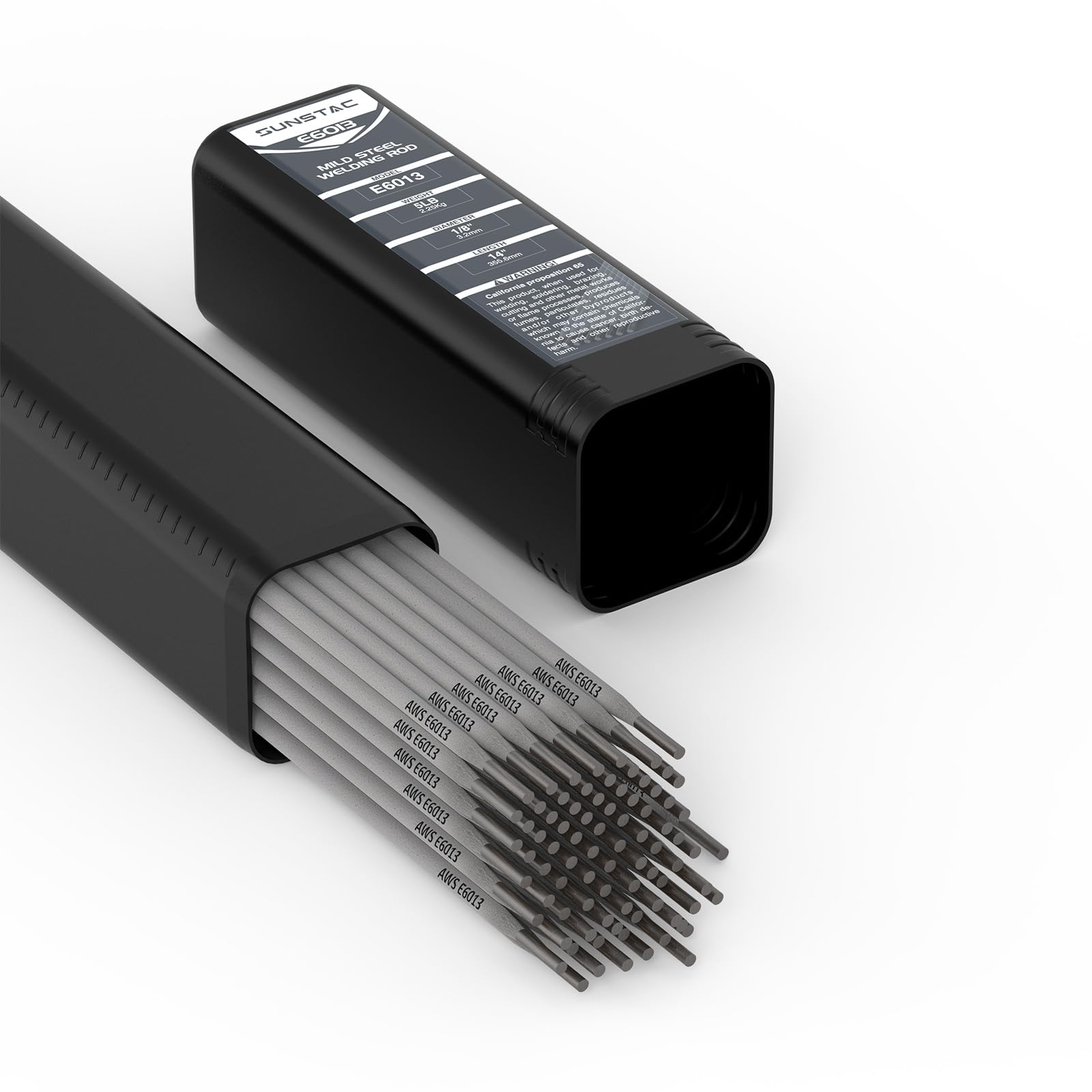
The Sunstac E6013 is built around a titanium oxide flux formula that prioritizes arc stability and ease of use above all else. At 1/8-inch diameter and 14-inch length, these rods are engineered for all-position welding but truly shine on flat and horizontal work where the molten pool behaves predictably. Beginners report that the arc ignites reliably on the first scratch start and the bead forms cleanly without excessive rod manipulation.
The coating is forgiving — it tolerates a slightly longer arc length without excessive spatter, which gives new welders room to learn puddle control. On thin steel (1/8-inch and below), the rod runs beautifully on a 110V welder without burning through. The slag cracks and lifts easily, reducing post-weld cleanup time. Customer reviews specifically mention this rod performing better than E6011 on small inverter machines.
Where it falls short is penetration depth. If you need to weld thick structural plate or bridge a gap with dirty edges, the rutile flux lacks the digging force of a cellulosic rod. Experienced welders will also notice the bead is slightly convex rather than flat, which matters for certain structural codes. For the beginner building shop carts, repairing gates, or practicing technique, this is a forgiving entry point.
What works
- Very forgiving arc for new welders learning puddle control
- Excellent performance on thin steel with 110V machines
- Easy slag removal with clean bead formation
What doesn’t
- Shallow penetration unsuitable for thick structural work
- Bead tends slightly convex rather than flat
5. YesRight J422 1/8″ 4.5LB

The YesRight J422 rod is a classification often compared to E6013 in practice, using a mild-steel flux designed primarily for AC power sources. At 1/8-inch diameter with 4.5 pounds per tube (roughly 56 sticks), it offers a strong arc force for deep penetration while maintaining a fine spray transfer that minimizes spatter. The flux is formulated to burn through light rust and paint, bridging the gap between a pure E6011 and a smooth E6013.
Users report consistent arc starts and forgiving performance on small inverter welders, with the rod running well even at the lower end of its amperage range. The slag removal is easy, and the bead shape can be adjusted between wide and narrow profiles by varying travel speed. For maintenance welding on farm tools, automotive brackets, and light fabrication, this rod handles the mix of clean and slightly contaminated surfaces without demanding a rod change.
The 4.5-pound tube is lighter than the standard 5-pound packs, which means fewer sticks per purchase. The sealed plastic tube packaging keeps rods dry for long storage, but the shorter length (4.5 pounds vs. 5 pounds) means you will reorder sooner than with a full five-pound tube. For occasional repair work, the reduced quantity is adequate; for all-day production, the math works against it.
What works
- Strong penetration with less spatter than E6011
- Forgiving arc on low-end AC inverter machines
- Flexible bead profile — wide or narrow by travel speed
What doesn’t
- 4.5-pound tube offers fewer sticks than standard
- Not ideal for badly rusted or heavily painted surfaces
Hardware & Specs Guide
Flux Coating Type
E6011 uses a high-cellulose potassium coating that creates a deep-digging, forceful arc capable of burning through rust, oil, and mill scale. E6013 uses a titanium-rutile flux that yields a soft, stable arc with low spatter and a smooth bead profile. For an all purpose rod, E6011 covers repair work on dirty surfaces; E6013 covers cosmetic welding on clean steel. Neither is a true universal, but knowing which coating you need halves your rod inventory.
Tensile and Positional Rating
The “60” in both E6011 and E6013 means 60,000 psi tensile strength — sufficient for mild steel frames, trailers, and structural brackets. The last digit “1” means all-position capability: flat, horizontal, vertical-up, vertical-down, and overhead. A “2” rating limits you to flat and horizontal only. Every rod reviewed here carries the “1” designation, so you can weld out of position without the puddle running.
Amperage Range and Diameter
1/8-inch rods typically run between 70 and 120 amps. Lower amperage gives a softer puddle for thin materials; higher amperage drives deeper penetration. A 110V inverter with 90-amp output can run 1/8-inch rods on thin steel, but a 200-amp machine gives you the headroom for full penetration on thick plate. Matching the rod’s mid-range amperage to your machine’s steady output prevents arc instability.
Storage and Moisture Control
Rutile flux rods (E6013) are less sensitive to humidity and can be stored in a cool, dry place without a rod oven. Cellulosic rods (E6011) absorb moisture more readily, which can cause hydrogen cracking in the weld. Sealed plastic tubes protect against ambient moisture for months. If you weld in a humid shop, keep the tube sealed when not welding and discard any rod with a cracked or flaking coating.
FAQ
Can one rod type really do all-position welding?
What is the practical difference between E6011 and E6013 for home welding?
Final Thoughts: The Verdict
For most users, the all purpose welding rod winner is the YesRight E6011 because its cellulosic flux delivers deep penetration through rust and paint without demanding perfect surface prep — the defining trait of a true all-purpose stick. If you prioritize low spatter and a cosmetic bead on clean steel, grab the JustHot E6013. And for high-volume shop welding where per-rod cost matters, nothing beats the TOOLIOM E6013 10-lb bulk pack.