
Our readers keep the lights on and the charging cables organized. As an Amazon Associate, I earn from qualifying purchases.
A ring master pattern with a prong that snaps mid-cast or a pendant that sands away the filigree you spent hours designing is a loss that cuts straight into your margins. The wrong printer introduces layer lines that ruin the burnout process, leaves pits in the sprue, or simply can’t resolve the 0.2 mm stone setting your client expects. This category demands hardware that treats every micron as billable material.
I’m Mo Maruf — the founder and writer behind The Tools Trunk. My research into jewelry-centric 3D printing has focused on XY resolution floors, wax-castable resin chemistries, and thermal stability across the one-hundred-micron layer height threshold where castable detail either sings or shatters.
Whether you are making one-off engagement rings or production wax trees for lost-wax casting, the right machine saves you failed pours and post-processing hours. This guide breaks down the best options in the 3d printer for jewelry making category based on resolution, material handling, and workflow fit.
How To Choose The Best 3D Printer For Jewelry Making
Jewelry printing lives or dies on resolution, material compatibility, and mechanical stability. A printer that works fine for figurines will destroy a ring shank with visible layer stepping. Focus on the three specs that define castable output.
XY Resolution and Pixel Size
For jewelry, XY resolution is the gatekeeper. A 50‑micron pixel is too coarse for prong detailing or flush-set channel walls. Look for 35 µm or finer — the 15‑inch 8K LCD on the Phrozen Mega 8K S delivers 43 µm, while the 14K screen on the Photon Mono M7 Pro drops to 16.8 × 24.8 µm. That sub‑25‑micron XY pitch lets you print textured shanks and pave settings without sanding away your geometry.
Resin Type and Viscosity Handling
Not all resins burn out cleanly. You need a printer that handles high-viscosity castable resins (often above 2,000 cps) without jamming or under-curing. The Anycubic Photon P1 supports resins up to 8,000 cps and includes a heated vat to keep viscous materials flowing. Standard hobby printers that lack a heated vat will struggle with jewelry-grade castable resins in cooler environments.
Z-Axis Stability
Layer uniformity across a print run depends on a rigid Z-axis. Ball screws and dual linear rails — like the Photon P1’s industrial ball screw — eliminate the wobble that lead screws introduce over time. A flexible Z-axis introduces micro‑layer shifting that shows up as bright spots or uneven texture on a polished ring face.
Build Volume vs. Batch Efficiency
Jewelry parts are small, but batch size matters for production workflows. A machine with a 12‑inch or larger build plate, like the Phrozen Sonic Mega 8K S, lets you run a full wax tree of 40–80 rings in a single print. Smaller plates force you into multiple runs, doubling your post-processing bottleneck.
Quick Comparison
On smaller screens, swipe sideways to see the full table.
| Model | Category | Best For | Key Spec | Amazon |
|---|---|---|---|---|
| Anycubic Photon P1 | Resin MSLA | Dual‑material castable production | 8,000 cps resin support, ball‑screw Z | Amazon |
| Anycubic Photon Mono M7 Pro | Resin MSLA | Highest detail rings & stones | 16.8 × 24.8 µm XY resolution | Amazon |
| QIDI PLUS4 | FDM Core XY | High‑temp wax‑filament alternatives | 370 °C hotend, 65 °C chamber | Amazon |
| Creality K2 Combo | FDM Core XY | Multi‑color prototypes & display models | 16‑color CFS, 600 mm/s speed | Amazon |
| Anycubic Kobra S1 Combo | FDM Multi‑Color | Budget multi‑color prototypes | 600 mm/s speed, ACE Pro dryer | Amazon |
| Creality K2 Plus | FDM Large Format | Large batch FDM parts | 350 mm³ build volume, dual AI | Amazon |
| Phrozen Sonic Mega 8K S | Resin MSLA | High‑volume wax trees | 43 µm XY, 15‑inch LCD, 80‑batch capacity | Amazon |
In‑Depth Reviews
1. Anycubic Photon P1
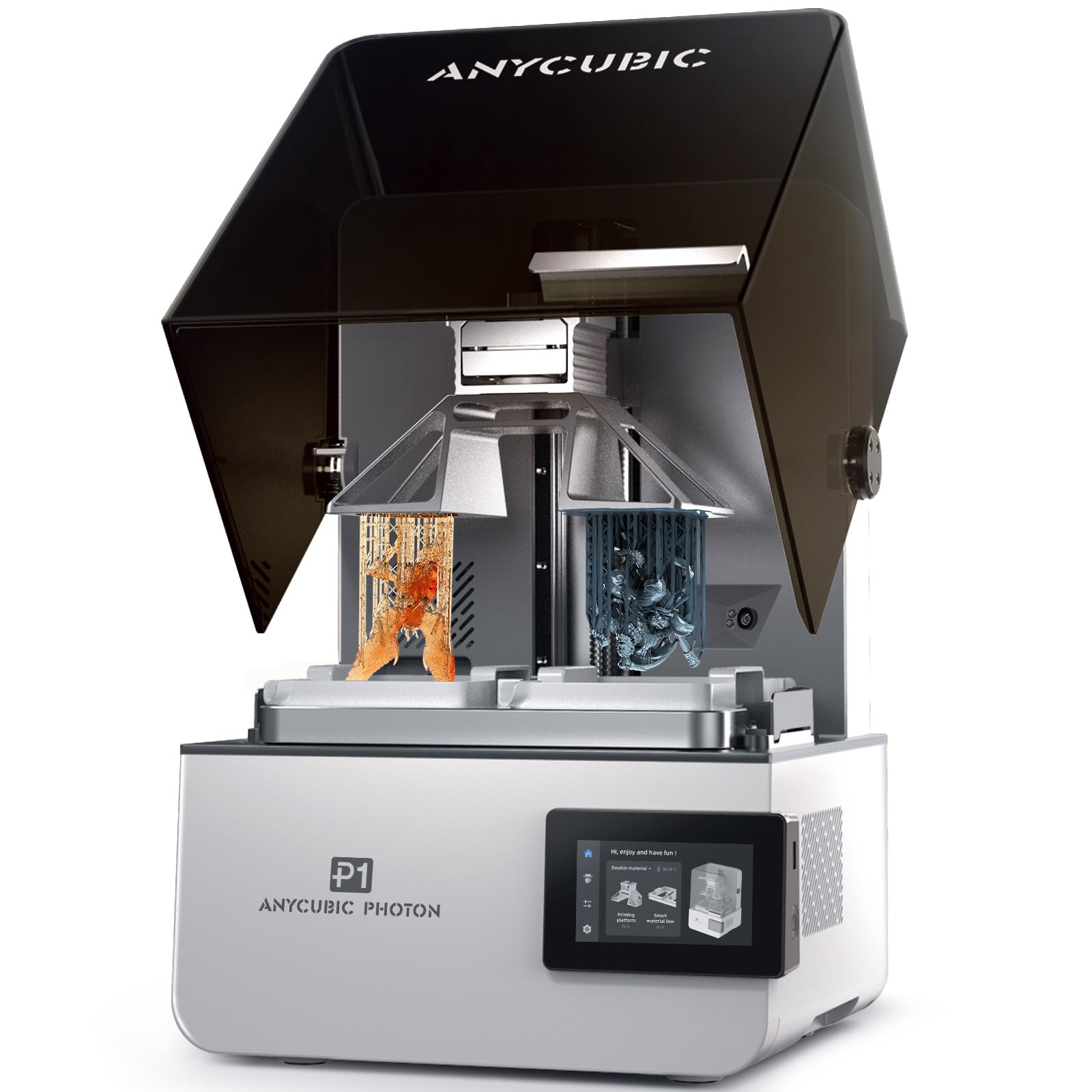
The Photon P1 is the closest thing to a jewelry‑specific resin printer at this price tier. Its ball‑screw Z‑axis and dual linear rails eliminate the micro‑wobble that ruins thin ring shanks, while the forked build plate lets you print two different materials — for example, a castable wax main body and a support resin for delicate prongs — in a single run. The Wave Release technology reduces peel force by 60 %, a meaningful improvement when you are running a full tree of 20‑plus rings where a single layer tear collapses the whole batch.
Resolution is a 14K LCD with a 16.8 × 24.8 µm XY pixel, which renders pave-style channel walls and flush-set seats with enough definition to skip the diamond burr in post-processing. The heated vat maintains 20–40 °C, keeping high‑viscosity castable resins (up to 8,000 cps) at a consistent flow. Users report reliable adhesion on the milled steel plate and a 98 % success rate out of the box — no manual leveling needed.
The trade‑off is speed. The P1 prints at 25–35 mm/h for standard resins, two to three times slower than high‑speed resin machines. The dual‑vat kit is sold separately, bumping the upfront investment. Slicer software occasionally stalls on complex jewelry STL files, though updates are addressing that.
What works
- Ball‑screw Z gives rock‑solid layer uniformity across tall wax trees
- Dual‑material printing reduces support waste and allows mixed‑resin workflows
- Heated vat handles ultra‑viscous castable resins without pre‑warming
- Smart Leveling 3.0 is truly zero‑touch for every print start
What doesn’t
- Print speed lags behind high‑speed resin competitors for single parts
- Dual‑vat kit is an extra purchase, not included in box
- Wi‑Fi range is limited, and file transfers over the network feel slow
- Slicer stability on complex multi‑color STL files needs improvement
2. ANYCUBIC Photon Mono M7 Pro 14K

The M7 Pro delivers the highest pixel density of any resin printer in this group, with a 14K LCD that resolves 13312 × 5120 pixels — a 16.8 × 24.8 µm XY pitch that captures a 0.3 mm hole without drilling. For jewelry, that means you can print a tiara claw setting with the same geometry as a laser‑sintered wax, then cast it directly without hand‑reworking each prong. The COB LighTurbo 3.0 light engine delivers 90 % uniformity across the 10.1‑inch screen, so corner stones get the same cure as center‑plate details.
Speed is genuinely fast for a resin printer: 170 mm/h with high‑speed resin and 130 mm/h with standard castable resins. The dynamic heated vat keeps the resin at optimum temperature throughout long runs, and the auto‑fill feature pumps resin from a bottle — though several users report the auto‑feeder fails out of the box, requiring support intervention. The M7 Pro also includes six intelligent sensors covering level detection, failed print detection, and release film lifespan, which cuts down on mid‑run failures that waste expensive castable resins.
The single biggest risk is reliability. Customer feedback shows a recurring pattern: the first month works flawlessly, then power button failures or uncorrectable leveling errors emerge. When it works, the print quality is superb. When it breaks, the support timeline can stretch to two weeks.
What works
- 16.8 × 24.8 µm XY detail is the best in class for stone‑setting precision
- 170 mm/h speed dramatically shortens wax‑tree production time
- COB light system eliminates under‑cured edges on large plate prints
- Resin auto‑fill saves manual topping off on overnight runs
What doesn’t
- Power button and leveling sensor failures appear in multiple long‑term reports
- Resin auto‑feeder often requires warranty replacement
- Top lid is bulky and heavy for a bench‑top workspace
- Customer support response is inconsistent for RMAs
3. Creality K2 Combo (A)
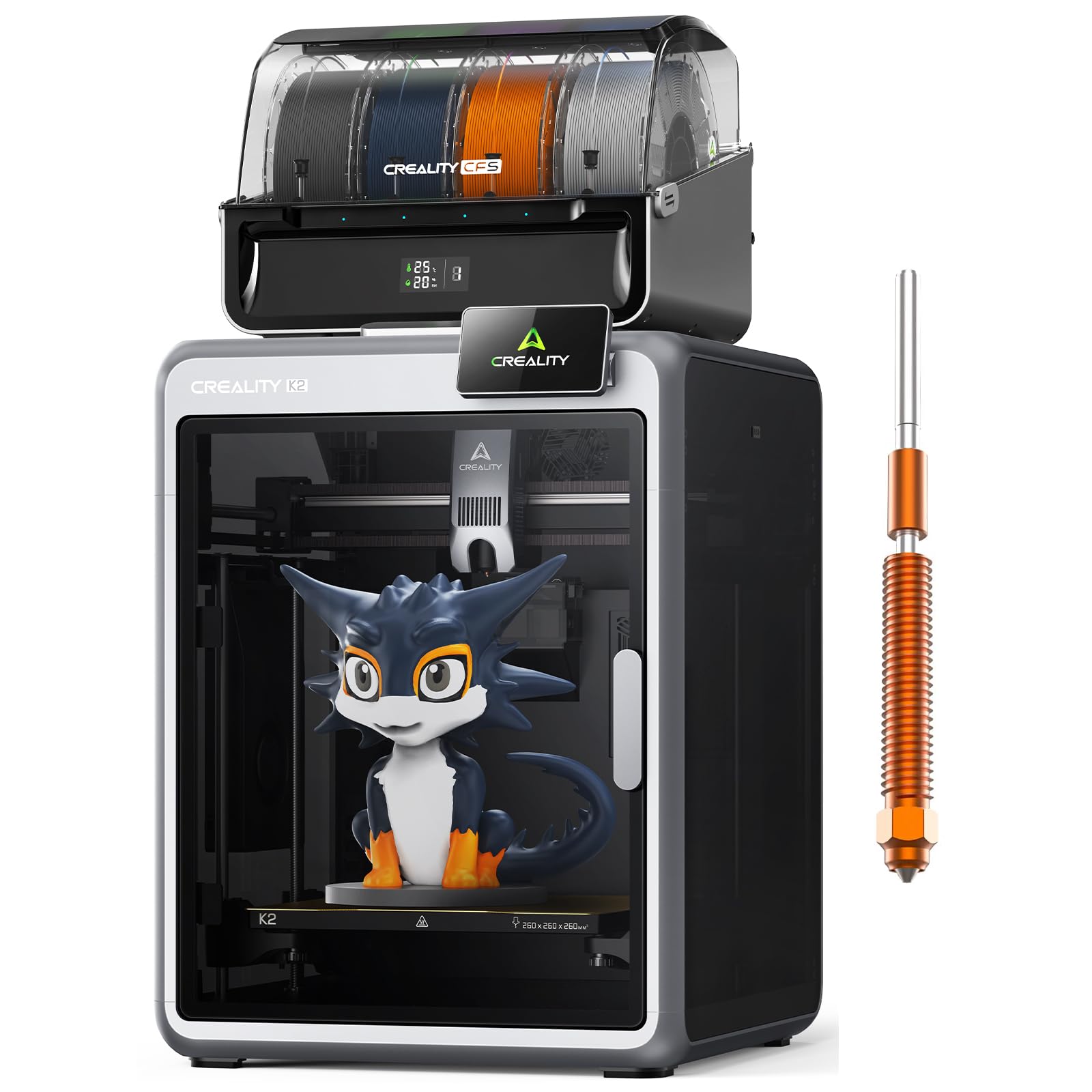
The K2 Combo is an FDM printer, not a resin machine, so it is not for direct jewelry casting. But for jewelers who also make display prototypes, resin mold mothers, or multi‑material master patterns, this machine offers 16‑color printing through its four‑unit CFS (Creality Filament System). The 260 mm³ build volume fits large pendant mother‑models or batch‑printed try‑on rings. The 600 mm/s speed and step‑servo motors produce layer quality that rivals Core XY printers costing twice as much.
The auto‑leveling system probes only the relevant print area, cutting bed preparation time down to seconds. The RFID system reads Creality filament tags and pre‑sets temperature and retraction — useful if you switch between PLA for display rings and PETG for mold‑making jigs. The chamber AI camera detects spaghetti failures and paused‑build issues, which saves a run of eight‑hour multi‑color prints from wasting material.
Assembly is minimal — under an hour — but the CFS unit requires large spools; smaller filament rolls need printed adapters. Some users report that the initial build quality is excellent, but a minority received units with adhesion problems that required manual Z‑offset tuning. The slicer defaults to the wrong printer model, an inconvenience that Creality has yet to fix in the firmware.
What works
- 16‑color CFS enables complex display models without post‑paint
- 600 mm/s real speed with minimal vibration artifacts
- Auto‑leveling is fast and accurate for the full build plate
- Quiet enough to run in a shared workspace at 45 dB
What doesn’t
- FDM layer lines are visible — not castable for fine jewelry
- Small filament spools don’t fit the CFS rollers without adapters
- Pre‑loaded slicer profile defaults to wrong machine
- Adhesion issues reported on some units requiring manual Z recalibration
4. QIDI PLUS4

The QIDI PLUS4 is a Core XY FDM machine that targets jewelers who work with high‑temperature wax‑filament blends (PPS‑CF, PPA‑CF/GF) that require a 65 °C active chamber and a 370 °C hotend. This opens up materials that burn out cleanly for investment casting — materials standard PLA printers cannot touch. The 12‑inch‑cube build volume fits large sprue trees for batch casting, and the dual‑motor Z‑axis with 10 mm lead screws maintains flatness across the entire bed.
Print quality from the open‑source Klipper firmware is near‑Bambu level, with no visible vertical fine artifacts (VFA) at high speed. The 600 mm/s travel speed means a complex pendant prototype finishes in under two hours. The integrated filament cutter is compatible with the QIDI BOX multi‑material unit (sold separately), which will let you mix support and wax materials in the same print.
The weak point is assembly and support. Multiple users report factory‑jammed hotends, firmware update failures over OTA, and an SSR (solid‑state relay) issue that required a mailed upgrade kit. Qidi sent replacement parts quickly in many cases, but the out‑of‑box experience is not beginner‑friendly. The touchscreen UI is laggy, and there is no one‑button delete for print history.
What works
- 370 °C hotend unlocks high‑temp castable materials and PPS‑CF filaments
- 65 °C active chamber reduces warping on large wax‑tree bases
- Klipper firmware gives full Machinekit control without cloud dependency
- 10 mm lead screws and 6 mm aluminum bed ensure stable first layers
What doesn’t
- Factory hotend jams reported in multiple units
- SSR issue requires manual upgrade kit installation
- OTA firmware updates fail for some users, requiring manual USB flash
- Touchscreen UI laggy and lacks basic file management features
5. Anycubic Kobra S1 Combo

The Kobra S1 Combo is the most affordable multi‑color FDM printer on this list, making it a solid entry point for jewelers who want color prototypes without investing in a high‑end resin system. The ACE PRO unit dries filament during printing — a meaningful feature for hygroscopic materials like PETG and Nylon that degrade mid‑print if stored improperly. The 250 mm³ build size fits most ring‑size test batches, and the full enclosure keeps temperature stable for consistent layer adhesion.
Speed reaches 600 mm/s with 20,000 mm/s² acceleration, and print quality out of the box is good — noticeably better than entry‑level FDM machines from two years ago. The Anycubic app allows one‑click file parsing and remote start, which is convenient for starting a print before you leave the bench. Flow compensation smooths surfaces, reducing the sanding needed on prototype try‑ons.
Reliability is a mixed story. Some users report catastrophic clogs within the first three days, while others log 500 hours without a single failure. The slicer defaults to the wrong printer profile on first install, and the build plate lacks object‑detection, so if a print detaches mid‑run, the machine keeps extruding into the plate. No ACE Pro rack is included, so the dryer unit sits loosely on the workbench.
What works
- ACE PRO in‑line drying keeps PETG and Nylon consistent for prototype batches
- 600 mm/s real print speed with decent surface finish
- App remote start is convenient for pre‑bench workflows
- Full enclosure maintains chamber temp for ABS and PC parts
What doesn’t
- Some units suffer catastrophic clogs within first 72 hours
- No bed object detection — machine prints into bare plate after detachment
- Slicer defaults to wrong printer requiring manual correction
- ACE Pro rack sold separately, leaving the dryer unit unsecured
6. Creality K2 Plus

The K2 Plus offers a massive 350 mm³ build volume — enough to print a full bracelet batch or a multi‑part display stand for your jewelry collection in a single run. The Core XY design hits 600 mm/s with 30,000 mm/s² acceleration, and the dual AI cameras monitor both the first layer and filament flow rate, catching under‑ or over‑extrusion before it ruins a twelve‑hour print. The 18 intelligent sensors automate almost every adjustment, from belt tension to bed leveling.
Run noise sits at 45 dB, quiet enough for a studio bench. The enclosed chamber with magnetic removal plates makes cleanup fast. Out‑of‑box assembly is under 30 minutes, but the instructions are vague — several users had to tighten shipping‑locked screws with considerable force. The K2 Plus is designed to work with the Creality CFS multi‑color unit, but the CFS is sold separately, adding to the total cost if you want color‑swapped prototypes.
Long‑term reliability is the biggest question mark. Failures include Y‑axis communication cables glued into connectors that detached during shipping, and E‑axis motors spinning the wrong direction. Creality support resolves these but takes up to two weeks for replacement parts. For a production‑critical workshop, that downtime can be costly.
What works
- 350 mm³ build volume fits large batch prints and display stands
- Dual AI cameras catch first‑layer and flow issues in real time
- 45 dB noise level runs unnoticed in a shared workspace
- Automated leveling and belt tension reduce manual tuning overhead
What doesn’t
- CFS multi‑color unit sold separately — adds significant cost
- Some units shipped with physically damaged Y‑axis cables
- Support turnaround for replacement parts averages two weeks
- Assembly instructions vague in critical torque areas
7. Phrozen Sonic Mega 8K S

The Sonic Mega 8K S is a production‑scale resin printer built for jewelers who need to run 80 + units per batch. The 15‑inch 8K LCD delivers a 43 µm XY resolution — fine enough for direct wax patterns of rings, earrings, and pendants without visible layer stepping. With the ACF (All‑Cutter Fluoropolymer) film and TR300 high‑speed resin, a full tree of 80 miniatures prints in under 90 minutes, which translates into real throughput for a casting studio.
The lift‑up lid design minimizes vertical clearance, so the printer fits on a standard workbench without needing headroom. The metal drip hanger is a smart touch — you hang the build plate post‑print and let excess resin drain back into the vat, reducing resin waste by a meaningful margin. The zero‑waste workflow directly improves ROI on expensive castable resins.
Reliability is a split story. The build quality is solid, and the auto‑refill mechanism works well for most users. But LCD ribbon cables have failed after minor machine movement, and some units arrive with a PSU that burns up under sustained load. Warranty support took six weeks for one user, and the bank flagged the payment request from the support region as fraud. Phrozen did eventually ship a replacement LCD within two days for another user, so support speed is inconsistent.
What works
- 15‑inch build plate fits 80‑part wax trees for true batch production
- 43 µm XY resolution delivers castable detail without hand finishing
- ACF film + TR300 resin cuts print time by 10x vs. standard resin
- Lift‑up lid fits into tight workshop spaces with low headroom
What doesn’t
- LCD ribbon cables vulnerable to damage during transport or repositioning
- PSU failure reported in multiple units under sustained production load
- Warranty support timelines vary from 2 days to 6 weeks
- Large resin vat requires significant cleaned space for maintenance
Hardware & Specs Guide
Resolution: XY Pixel vs. Layer Height
In jewelry printing, XY resolution (the pixel size on the LCD screen) determines how sharp horizontal features come out — think channel walls for pave stones or the inside radius of a prong tip. Layer height (Z resolution) affects vertical smoothness but can be sanded. A printer with 25 µm XY but variable layer height (25–100 µm) gives you control over detail vs. speed. For castable wax patterns, always prioritize sub‑50 µm XY; anything coarser will leave visible facets on gemstone seats.
Heated Vat and Viscosity Handling
Castable resins designed for lost-wax burnout are thick — sometimes 2,000–8,000 cps (centipoise). A printer without a heated vat will struggle to let the resin flow back under the build plate between layers, causing delamination or incomplete cures. A heated vat set to 30–40 °C reduces resin viscosity to printable levels without degrading the material’s burnout characteristics. The Anycubic Photon P1 and M7 Pro both include heated vats; the Phrozen Mega 8K S does not.
Z‑Axis Mechanism: Ball Screw vs. Lead Screw
Lead screws are cheaper and fine for hobby printing, but they introduce backlash over hundreds of hours — micro‑vibrations that show up as banding on polished ring surfaces. Ball screws use recirculating balls that eliminate backlash and maintain consistent step accuracy for thousands of cycles. For a production‑intended resin printer that will run daily wax trees, a ball‑screw Z‑axis is worth the premium. The Photon P1 and higher‑end desktop printers use ball screws; machines under this tier typically use lead screws.
FDM vs. Resin for Jewelry Workflows
Resin (MSLA) printers are the standard for jewelry casting because they produce smooth, layer‑less surfaces that burn out cleanly. FDM printers deposit molten plastic in visible lines that require heavy sanding or acetone smoothing to remove, and most FDM filaments do not burn out residue‑free. Use FDM only for prototypes, display models, or mold‑making. If your goal is direct investment casting, choose a resin printer with a heated vat and sub‑50 µm XY resolution. No FDM printer in this list is suitable for direct wax‑pattern production.
FAQ
Can I use a standard FDM printer for lost-wax casting?
What XY resolution do I need for ring stone settings?
Is a heated resin vat necessary for jewelry resins?
How many rings can I print in one batch on a large resin printer?
Final Thoughts: The Verdict
For most users, the 3d printer for jewelry making winner is the Anycubic Photon P1 because it combines a ball‑screw Z‑axis, dual‑material capability, and a heated vat that handles the thick castable resins required for lost‑wax casting — all at a price point that undercuts the dedicated jewelry‑printers by thousands. If you need the highest possible detail for micro‑pave or filigree work, grab the ANYCUBIC Photon Mono M7 Pro. And for high‑volume production with 80‑unit wax tree batches, nothing beats the Phrozen Sonic Mega 8K S.